Zuverlässige Behälterverwiegung
Als Anbieter hochwertiger Rohstoffe für die Lebensmittel-, Pharma- und Kosmetikindustrie hat sich SYRSA auf den Vertrieb und die Aufbereitung anspruchsvoller...
Read more
Als Anbieter hochwertiger Rohstoffe für die Lebensmittel-, Pharma- und Kosmetikindustrie hat sich SYRSA auf den Vertrieb und die Aufbereitung anspruchsvoller...
Read moreSchneider Electric präsentiert auf der Interpack 2026 (7.-13. Mai, Halle 5, Stand A24) Innovationen für die nächste Generation der Verpackungstechnik....
Read moreVerpackungen werden zunehmend ganzheitlich bewertet: Neben Kosten rücken auch Recyclingfähigkeit, Klimabilanz und Transparenz in der Lieferkette in den Fokus. Wie...
Read moreIn der industriellen Speiseeisproduktion beginnt die Sicherstellung der Produktqualität bereits bei der fachgerechten Lagerung der Rohmilch. Eine geeignete Füllstandmesstechnik ist...
Read more

Als Anbieter hochwertiger Rohstoffe für die Lebensmittel-, Pharma- und Kosmetikindustrie hat sich SYRSA auf den Vertrieb und die Aufbereitung anspruchsvoller...
Read moreSchneider Electric präsentiert auf der Interpack 2026 (7.-13. Mai, Halle 5, Stand A24) Innovationen für die nächste Generation der Verpackungstechnik....
Read moreVerpackungen werden zunehmend ganzheitlich bewertet: Neben Kosten rücken auch Recyclingfähigkeit, Klimabilanz und Transparenz in der Lieferkette in den Fokus. Wie...
Read moreIn der industriellen Speiseeisproduktion beginnt die Sicherstellung der Produktqualität bereits bei der fachgerechten Lagerung der Rohmilch. Eine geeignete Füllstandmesstechnik ist...
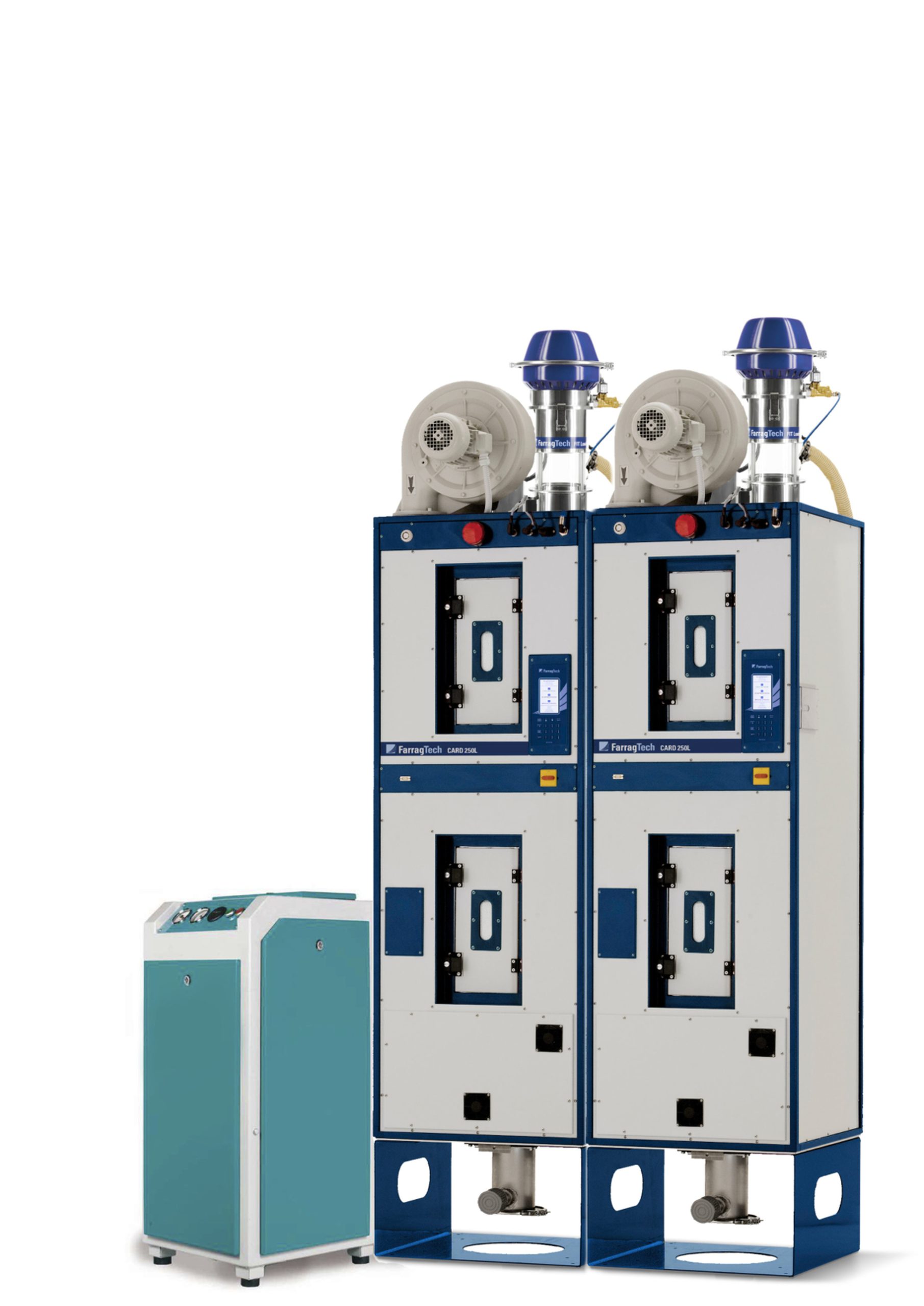
Read moreZur Entfeuchtung von Kunststoffmaterial war für die meisten Unternehmen bis Anfang der 1990er-Jahre noch die mit Adsorptionstrocknern durchgeführte Granulattrocknung das Mittel der Wahl. Dieses Verfahren ging jedoch unter anderem mit hohen Anschaffungs‑, Wartungs- und Energiekosten einher. Zudem litt das Ergebnis mit zunehmender Zeit unter der stetig abnehmenden Leistung des integrierten Molekularsiebs. Rainer Farrag revolutionierte 1991 mit seiner Erfindung des Economic Resin Dryers (ERD) den Granulattrocknungsprozess: Mit dem erstmaligen Einsatz von Druckluft während der Trocknung war es nun möglich, eine gleichbleibende Produktqualität bei niedrigem Energieverbrauch zu gewährleisten. Über die Jahre hinweg wurde die bewährte ERD-Technologie weiterentwickelt und ist bis heute im Einsatz – allerdings unter dem Namen Card (Compressed Air Resin Dryer). Die Trocknervarianten dieser Serie können unter anderem mit Systemen zum Schwitzwasserschutz und zur internen Formenkühlung kombiniert werden. Auf diese Weise gestalten sie ganze Prozesse der Kunststoffverarbeitung effizienter. Farrag Tech, Entwickler der nachhaltigen Trocknertechnologie, wird Mitte Oktober auf der K‑Messe in Düsseldorf ausstellen.
„Im Rahmen des Extrusionsblasverfahrens war es lange Zeit Standard, die trockene Blasluft am Ende eines jeden Zyklus zu entlüften“, berichtet Rainer Farrag, Gründer von Farrag Tech. „Dadurch ging viel ungenutzte Luft – und damit auch Energie – verloren, was ich sehr schade fand. Also kam mir im Jahr 1991 der Gedanke, die Luft für die Granulattrocknung weiterzuverwenden.“ Ohne sich dessen bewusst zu sein, setzte der Unternehmer damit einen Meilenstein in der Geschichte der Kunststoffverarbeitung. Denn die Idee, hygroskopische Granulate durch die Zufuhr von Druckluft aus einem vorgeschalteten Prozess zu trocknen, ermöglichte es, Material fast ohne Zusatzenergie und ohne bewegliche Teile zu entfeuchten. Auf diese Weise bot das Verfahren schnell eine kosteneffiziente und zuverlässige Alternative zur damals gängigen Adsorptionstrocknung. Der vollzogene Paradigmenwechsel lag aber auch darin begründet, dass der neue Drucklufttrockner – im Gegensatz zum Adsorptionstrockner – wesentliche Einsparpotentiale nutzte. So ging der Einsatz eines Molekularsiebs im Rahmen der traditionellen Entfeuchtungsmethode zumeist mit hohen Kosten für regelmäßige Wartungen, Reparaturen und Neuanschaffungen einher. Da der Economic Resin Dryer (ERD), so der Name der Farrag-Innovation, jedoch auf chemische oder mechanische Belastung verzichtete, konnten derartige negative Folgen vermieden werden. „Vor allem das gleichbleibende Ergebnis war und ist immer noch ein zentrales Qualitätsmerkmal des Drucklufttrockners“, erläutert Farrag.

![]()
![]()
![]()

Die Medienmarke PROZESSTECHNIK ist die unverzichtbare Informationsquelle für Experten und Entscheider in der chemischen, pharmazeutischen und lebensmitteltechnischen Industrie. Wir setzen Zeichen, auch in Sachen digitaler Transformation.